


一、研究背景與戰略價值
隨著城鎮化進程的加速,我國生活垃圾年產量已突破 3 億噸。在此背景下,傳統的填埋與焚燒技術面臨雙重困境:一方面,填埋場趨于飽和,致使土地資源緊張,同時滲濾液與甲烷排放帶來了環境風險;另一方面,傳統焚燒爐依賴化石燃料輔助加熱,不僅能耗高,而且二噁英等持久性有機物的排放控制成本高昂。在 “2030 碳達峰” 的政策約束下,構建高效低碳的垃圾處理體系成為循環經濟發展的關鍵議題。
電磁感應加熱型回轉窯技術通過電磁感應線圈,激發窯體金屬內襯產生渦流熱,能夠直接營造 850℃的高溫環境,無需外置燃燒器。該技術具有三大核心優勢:其一,與傳統燃氣加熱相比,熱能利用率提升 30% 以上,顯著降低了碳排放;其二,其精準控溫特性可抑制二噁英前驅物的生成,結合窯內湍流設計,能夠實現 99.9% 的病原體滅活率;其三,焚燒產生的高溫煙氣可驅動余熱鍋爐發電,促進 “垃圾 — 能源” 轉化的閉環。此技術的規模化應用,對于解決 “垃圾圍城” 以及實現 “減污降碳協同” 的雙重難題,具有重要的現實意義。
二、國內外技術發展脈絡與趨勢
(一)國外研究與工程實踐
自 21 世紀初,歐美地區開始進行電磁感應加熱窯爐技術的研發。德國 BASF 公司率先將該技術應用于醫療廢物處理,通過頻率在 20-50kHz 的感應線圈,實現了對窯體溫度梯度的控制,經歐盟工業排放指令(IED)認證,二噁英排放濃度低于 0.1ng TEQ/m3。美國 EPA 資助的 “先進感應加熱系統” 項目,重點對窯體耐火材料與電磁屏蔽結構進行優化,使設備熱損失降低至 15% 以下。日本在小型化設備研發方面處于重要地位,開發出了處理量為 5-10 噸 / 日的車載式感應加熱回轉窯,適用于偏遠地區的分散式垃圾處理。
(二)國內技術進展與挑戰
我國自 2015 年啟動相關技術研究。中科院過程工程研究所研發的中試裝置實現了 850℃的穩定運行,熱效率達到 82%,相比傳統燃油窯爐節能 40%。浙江某環保企業的示范項目表明,該技術對含水率 50% 的生活垃圾處理量可達 50 噸 / 日,焚燒殘渣熱灼減率低于 3%。然而,國產化設備仍面臨三大技術瓶頸:感應線圈布局導致的窯體周向溫度偏差(±50℃)、高濕腐蝕性煙氣環境下的線圈絕緣壽命(目前約 6000 小時),以及智能控制系統對復雜垃圾成分的適應性。
(三)技術演進方向
未來的研究將集中于多場耦合模擬(電磁 - 熱 - 流場協同建模)、耐高溫導磁材料的開發(如鐵鉻鋁合金內襯),以及基于機器學習的實時優化控制,推動技術朝著 “高效、智能、低耗” 的方向發展。

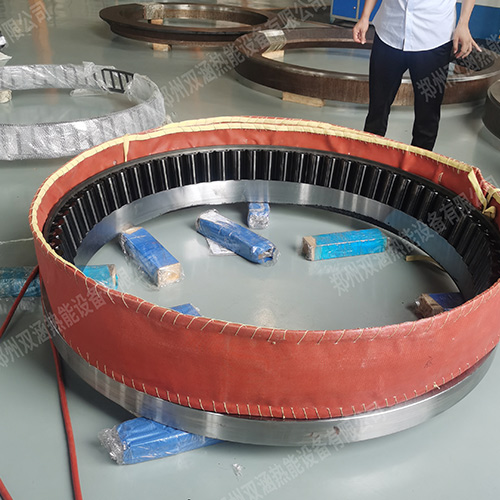
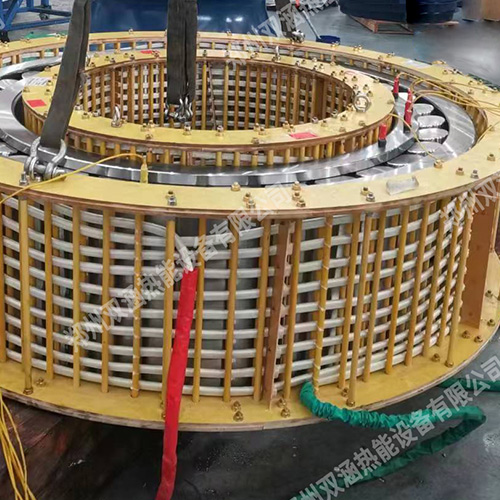
圖為回轉窯電磁加熱電源